Imre Tibor Rods - Handcrafted Fishing rods
Tonkin cane (Arundinaria amabilis) is a bamboo species native to a relatively small area in China’s Guangdong Province. Even
today all „lovely reed” used for building fishing rods are harevested in that region at an elevation around 1800 feet (600m).
Split cane fishing rods have been made since the late 1800s in Europe and rods by major English and German manufacturers
(e.g. Milward’s, Hardy’s, H.Stork, D.A.M.) were sold by fishing tackle shops and sporting goods stores in Budapest and other
larger Hungarian cities from the 1920s.
As we know, building of hexagonal split cane fishing rods in Hungary was started by two gentlemen, István Senkei and Zoltán
Antos at around the same time, during the 1940s. Their workshops were soon ’nationalized’ (were taken into public ownership
by force) , but they continued their work within HOKEV, the state enterprise established to organize and perform the manufacture
and trade of fishing tackle. Some tenthousand pieces of split cane rods were manufactured by HOKEV, but not many of them
survived and these are highly sought after by collectors in Hungary.
A few years ago we decided to continue these traditions and started to build split cane rods. Every step of rod building
is performed the same way it was done a hundred years ago. As for the material used, only the modern glues and varnishes
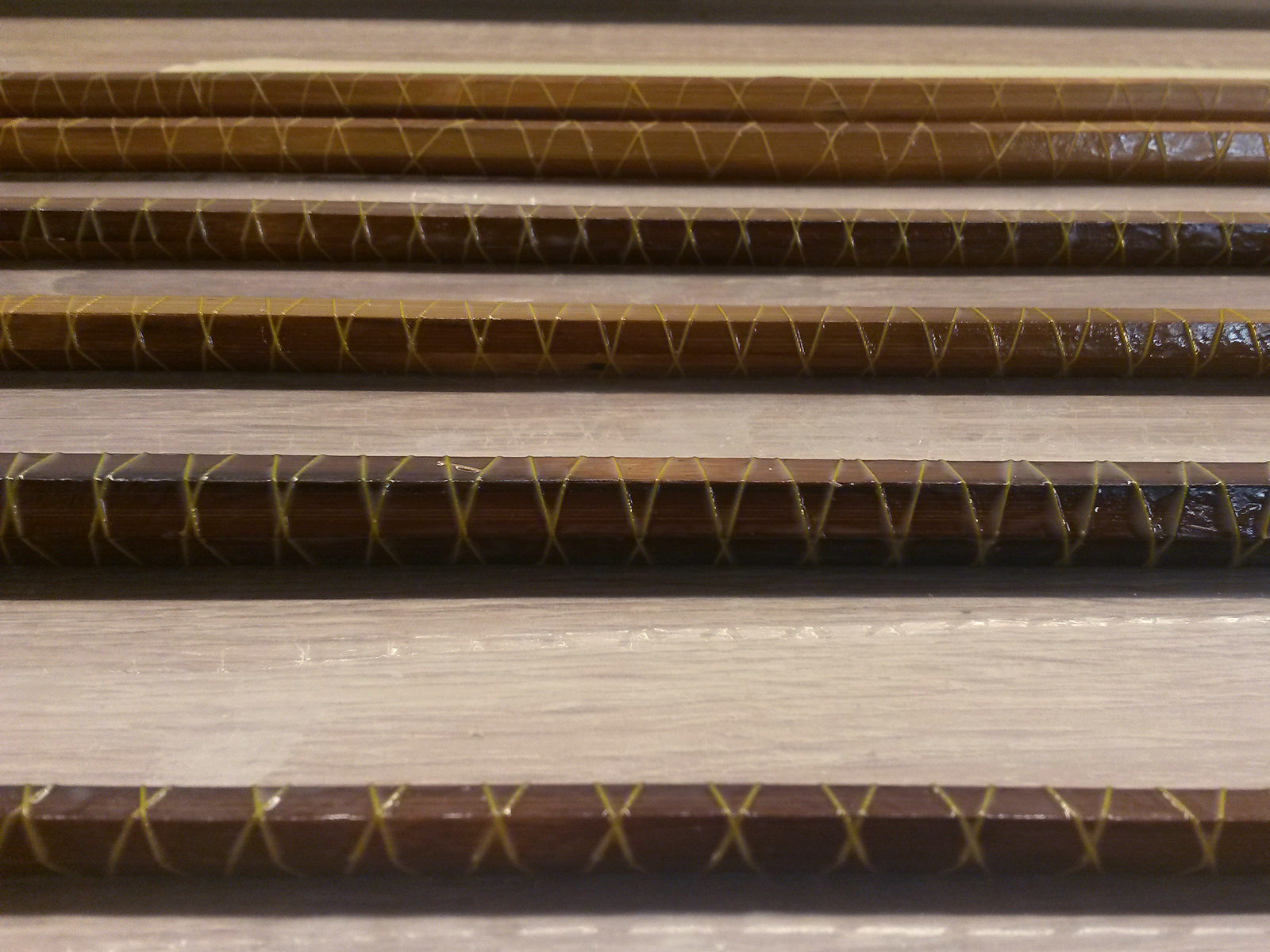
are different. Old rods had to be wrapped by silk at every half an inch or so not just for ornamental purpuses, but as only
lower quality animal glues were available that time and further reinforcement was required. Despite they are not necessarily
needed, intermediate whipping are still used today, thin silk intermediates can be a beauty on certain types of rods.
Working with cane has not changed basically, the major steps of building a split cane fishing rod are the following:
-
Flaming: Not necessarily needed, however, flaming the whole bamboo culm with a propane torch strenghtens the power
fibers of the bamboo right below the enamel resulting in a stiffer, crispier, more responsive rod and a different,
darker color. If a light yellow or straw colored rod is to be built, flaming is to be omitted of course.
-
Splitting: An average 50-70mm (2-2,5”) bamboo culm is split into halves and than into sixths, or nineths to get 12-18 nearly
equal strips. Splitting can be done by a good quality knife or special splitting tools as well and this is an art
by itself. With practice, the accurracy of splitting can be a hundredth of an inch (tenth of a millimeter) using
a strong sharp knife. After splitting all diaphragms are removed from the nodes and then splits are numbered according
to their original placement in the culm to ease later staggering of nodes.
-
Straightening: A bamboo culm has nodes, which divide the stalk into segments. Nodes strenghten a living stalk or a
whole cane rod without any doubt, but nodes are the most vulnerable part of a split bamboo strip. Nodes are likely
to cause a bend in the cane strip and looking from a side they form a hump. Both of these imperfections have to be
addressed: bends are cured by straightening the strip above a heat source, while humps and bumps in the area of nodes
need to be flattened in a vise and stubs from the diaphragm have to be filed flush with a file.
-
Rough-beveling: The rectangular strips have to be converted into triangular strips of an equal cross-section as 6
of these untapered triangular strips are going to be the base of our blank. Rough beveling are traditionally done
by using wooden forms and block planes, however, precision wood mills are also developed to aid this tedious part
of bamboo rod building.
-
Heat Treating: The rough-beveled untapered triangular stips are tightly bind together in bundles of six with staggered noded
(there are several ways of staggering) and then heat treated in a special owen built to our specifications. Heat
treating is needed for the strips to discharge moisture and help later work by straightening our strips. We love
the smell of bamboo when this owen is turned on...
-
Planing: Creating the taper of a strip accordding to the specifications of the certain rod we build is done by planes
using an adjustable stainless steel planing form to help precise final planing. We use various Stanley and Lie-Niesen
block planes and scrapers for this task. The forms are set to get an accurracy of about a thousand of an inch (a
hundredth of a millimeter) for the final planing. You can’t do too much at once while planing, so it is the most
time-consuming part of the cane rod building process.
-
Hollowing: Not necesseraly done, but hollowing makes the rod much lighter and gives it a much faster action. Several
technologies have been developed for the hollowing of split cane rods (like star-hollow or fluted-hollow methods,
or the straight-cut hollowing that was used by the Aspindales), however most rod builders use a modified version
of scalloping originally patended by the American fly rod builder, E.C. Powell in 1931 (see his original patent here).
We believe in this method of hollowing and have built a scalloping tool where the wall thickness of the hollow-built
rod can be adjusted with a thousandth of an inch (hundredth of a millimeter) accuracy. Most course rods, spinning
rods and fly rods from the Imre Tibor product line can be ordered hollow built from 2018.
-
Gluing: The perfectly prepared, staight and tapered strips are glued together with the best adhasives available. After
applying and evenly spreading the glue, the strips are bind together with a two-string, or our new four-string binder
so that twisting is avoided. Before the glue the section is straightened on a flat surface. A rubber roller is also
used occasionally. After straightening, the rod-section is hung up in a warm and dry place to allow the glue to cure
properly. When the glue has cured we remove the string and excess adhasive with scrapers and sandpaper.
-
Adding a cork grip, a reel seat and ferrules: The finished blank has to be cut to final lenght and all ferrules, a
grip and a reel seat have to be added. Normally we use cork grips made of grade A+ cork, the cork rings are glued
on the blank and a wood lathe is used to form it to the requested shape. We have several tools in our workshop and
we can work on all kinds of wood and metal pieces, from cork to rosewood and from copper to stainless steel as well
as bones and antlers.
-
Adding guides, wrapping: We carefully select guides to match the method of fishing and the style of a certain rod.
When all guides are prepared to wrap (in most cases the feet of guides need to be ground to the perfect shape) and
all distances are measured twice the guides are wrapped onto the rod using fine silk threads in colors matching the
rod gyűrűket. When a hookkeper is needed we wrap that on as well, and if intermediate whippings are needed as well,
it is time to work on them. For the stripping-guides of fly rods as well as for the top and bottom rings of float
rods we use agathe-lined rings most of the time, straight from the worshop of our Polish partner, Mr. Ernest Oczos.
-
Varnishing: Bamboo is a natural material that can be prone to infections by various microorganisms in a wet environment,
causing it to rot. So, this is very important to have our rod perfectly sealed from water. The traditional coating
of split cane rods is spar varnish and we use two kinds of yacht-varnishes that give beautiful and flexible coat
to our fishing rods. We normally treat the wraps first applying 3-4 coats of varnish and than dip the whole blank
(excluding the grip of course) several more times to get several final coats.
-
The rod bag: A rod bag is included with each and every Imre Tibor split cane rod. We advise You always store your fishing
rod in it’s rod bag hanging it down by it’s loop attached to the bag for this purpose. When putting the rod sections
back to the bag, please make sure they are dry and that the thinner part of each section is facing to the loop. This
way the hanging rod sections will be waiting the next fishing in the correct position and will last for decades.